
數控雕銑機的電機基本動作的實現
用運動控制卡來控制數控雕銑機的步進電機,其輸入控制信息有三類:使能,方向,一定頻率的脈沖。據此將PC主機發往USB設備的數據進行一定的格式定義,以進行分類,然后在單片機中將接收到的數據按照此類格式進行分析,并實現其功能。
下圖是單片機程序內處在主循環程序中的處理接收到的數據的流程。
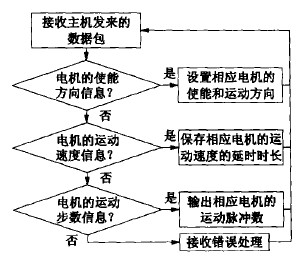
據此流程圖,可以看出要使數控雕銑機的電機沿某方向運轉一定的步數,只需依次發送電機的使能方向信息,速度信息和一系列的步數信息,所接收的步數信息往往是n=±1的電機的基本動作。為了避免數控雕銑機>的電機的基本動作間因為接收數據的時間而變得不連續,單片機采用了定時器中斷編程來控制脈沖輸出,而單片機前臺則負責接收主機發送過來的數據,并等待上一個脈沖輸出的完成。AT89S52單片機片內有3路定時器中斷,剛好可以滿足雕銑機3個電機的控制需求,每路定時器中斷負責控制1個電機的控制脈沖輸出。
下一篇:數控雕銑機數控系統的插補運算
推薦產品

高速精密雕銑機YF-G660 此款機型結合了以往輕重型機器的各種性能優點,采用低床身和立柱橫梁一體的設計結構, 再配套高性能和大功率的伺服電機,高精度和超規格的絲桿、導軌,高轉速和高精度的主軸,使得機床具有穩定性好、剛性強、加工平衡、加工精度高等功能特點。該機是一款專為

高速數控龍門銑YF-D2516 該型號龍門雕銑機床采用了大型肋骨強化和龍門式大床體設計,并經過多次實效處理消除應力,能長久的保持良好的剛性和精度。該機型是專為加工大工件所設計,其填補了目前市場上普通雕銑機無法加工大尺寸工件的空白。其具有的傳動平穩、剛性高、機型重、精度高、

數控木工雕刻機YF-M260150 YF-M260150型數控木工雕刻機采用加厚方管并用高強度鑄鐵,利用低床身和立柱橫梁一體的設計結構, 再配用高性能和大功率的進口伺服電機,高精度和超規格的進口絲桿、導軌,高轉速和高精度的主軸,使得機床具有穩定性高、剛性強、加工平衡、切削力度
CNC高速龍門銑YF-D1190 此型號機床采用了合理的結構強度和內部加強肋的搭配,并在橫梁上增加了一根X軸向的導軌,提高了機床整體的剛性,增強了機床在切削加工時的穩定性。再加上配備的高精度進口直線導軌、絲桿和主軸,使得該機型的性能大大提升,既可以用于雕刻也可以用于雕銑,同
