
數控雕銑機行業專用設備的的軟件結構及程序流程
系統的軟件選用了嵌入式實時多任務操作系統WindowsCE.net。根據數控雕銑機控制系統的需求,系統任務模塊可以分為:人機界面模塊,USB接口模塊和雕刻控制模塊。其中人機界面模塊包括LCD顯示和鍵盤指令的讀取;通過USB接口模塊讀取原始設計數據;雕刻控制模塊對讀取的數據分析計算后完成速度控制和軌跡控制。軟件結構圖如圖1所示。
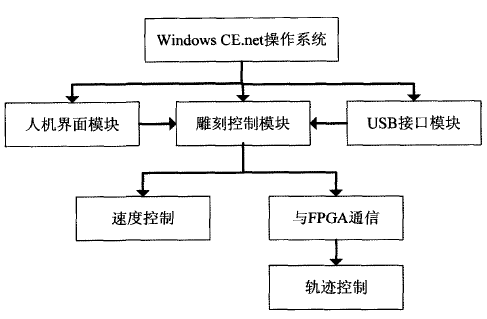
圖1 系統軟件結構圖
控制系統中,ARM通過對設計數據的分析和計算完成速度控制,FPGA通過插補運算完成軌跡控制。控制系統應用程序流程圖如圖2所示。
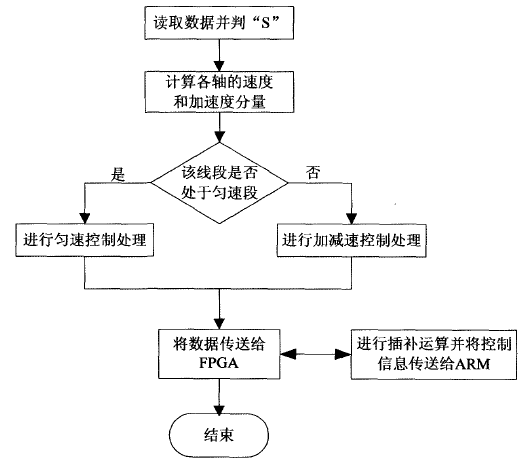
圖2 控制系統應用程序流程圖
(1)讀取數據,找出可在速度不出現突變的情況下可雕刻的最小單位的線條數,稱之為判“S”。分別計算“S”中各軸的位移總量,定義“Sx”,“Sy”和“Sz”分別為X,Y和Z軸的位移總量。
(2)根據操作設置的雕刻最大速度和加速度,計算出該段位移中各軸的速度分量和加速度分量。
(3)判斷當前數據處于哪種速度段,根據不同的情況計算各段位移的加速、勻速、減速段的脈沖數和各速度段的初始頻率等這些數據,并把數據發送給FPGA。
(4)FPGA根據接收到的數據進行插補運算,最終控制步進電機的轉速,實現三軸聯動。
下一篇:五軸聯動數控雕銑機
推薦產品

龍門數控高速銑YF-D1311 本型號數控高速銑床采用合理的結構強度及內部加強肋的搭配,并在橫梁上增加一根X軸向的導軌,提供機械之整體的高剛性,增強了在切削加工時的穩定性。再配備高精度的進口直線導軌、絲桿和主軸,使該機型的性能既可用于雕刻也可以用于雕銑,同時也起到了特定加

高速數控龍門銑YF-D2516 該型號龍門雕銑機床采用了大型肋骨強化和龍門式大床體設計,并經過多次實效處理消除應力,能長久的保持良好的剛性和精度。該機型是專為加工大工件所設計,其填補了目前市場上普通雕銑機無法加工大尺寸工件的空白。其具有的傳動平穩、剛性高、機型重、精度高、

數控龍門高速銑YF-D1615 該款型號高速銑床是本公司對原有機型改造創新升級后推出的第一款主打產品,它結合了原有的老款數控銑床的性能特點,更改了有效行程,并不斷的進行創新和改良,才有了這款具有結構合理、穩定性強、精度高、剛性強、效率高等眾多優勢的產品。該款機型是一帆數控

數控加工中心YF-C850 此機型的整體機械機構采用樹脂砂鑄件制造,內部加強筋加多加大高剛性設計,加強機械精度的持久性及加工精度的穩定性,并保證了整體長久不變形。該機型具有自動換刀裝置及三軸、四軸聯動控制功能,系統一次裝夾, 可自動連續對四面進行銑、鉆、鉸及絲攻等多種
